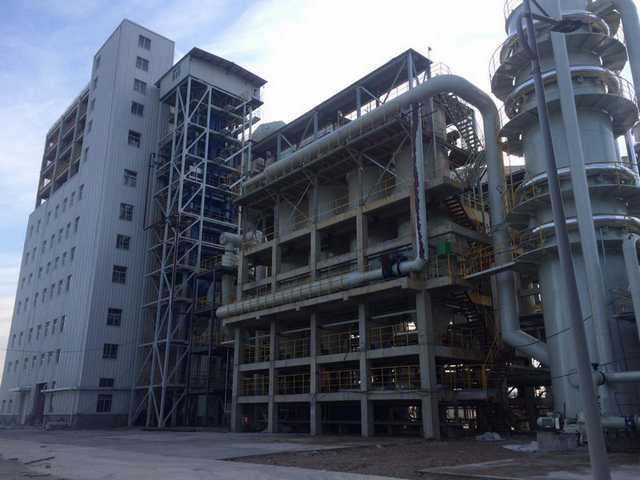
图为我公司为内蒙古伊品生物科技有限公司10万吨合成氨项目配套2台22500Nm3/h煤气化炉煤气干法脉冲袋式净化系统工程总包工程。
工程范围:从低温旋风处除尘器出口至降温塔出口间所有设备供货及安装,具体包括煤气除尘器、一次检测仪表、自动化控制系统、泄爆、安全放散系统、氮气系统、荒净煤气系统、气力输灰系统、大灰仓、煤气洗涤降温塔、系统阀门等。
该项目采用贵公司煤气化炉煤气干法脉冲袋式净化专利技术(专利号:ZL201010184196.6),该项目于2015年11月20日签订商务合同,2016年8月份安装,2017年5月20日点火投产,设计煤气量煤气含尘浓度为5mg/ Nm3,经检测煤气中粉尘含量≤1-2mg/Nm3,阻力≤2000Pa。对于贵公司的技术先进成熟、运行稳定可靠、维护检修方便、现场服务及时,我们给予充分的肯定和赞誉。
解决了以往湿法工艺存在的问题:
1、水消耗大,且需要对水进行二次污染处理;
2、设备易腐蚀,粉尘回收困难,易发生堵塞及挂灰现象;
3、热能损失及浪费严重;
4、环境污染严重,且副产品由于受水的影响无利用价值,运输困难;
5、回收净化设备投资大,运营成本高。
干法回收净化工艺实现了以下优点:
1、工艺合理、结构简单、造价低、设备阻力小、运行安全稳定,操作方便、除尘效率高;
2、可实现热能的回收利用(每立方米煤气产生0.55公斤蒸汽);
3、所回收的粉尘可二次利用,无水的消耗;
4、煤气含尘浓度可控制在5mg/ m3以下;
5、采用了先进的自动化控制连锁;
6、本工艺的使用,使项目降低煤气含尘浓度,提高煤气热值,运行稳定、降低成本和解决了环境污染问题。
该工艺的成功运行,为煤化工行业彻底根治了黑水,开辟了我国煤化工行业发展的先河。
|